钣金材质不锈钢
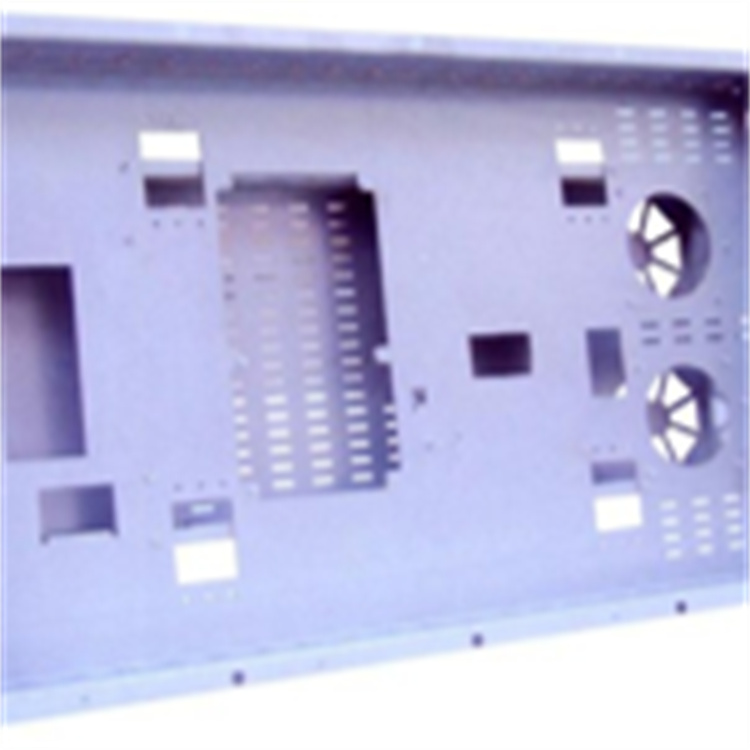
成型件工程机械配件
下料方式折弯
加工工序切割
类型钣金加工
加工贸易方式按需定制
是否进口否
应用范围电子,通讯,医疗
加工定制是
材质不锈钢
表面粗糙度光滑
可售范围全国
订货支持订货
表面处理抛光
加工服务钣金加工
颜色多种
在钣金件后期表面处理时,要考虑零件酸洗处理后溢水问题,如果酸洗液在经过加热没排净,会造成喷塑喷漆脱落问题,这时就需要在零件上开工艺孔,起到排水及挂件作用。

影响钣金展开长度的四个主要因素中,材料厚度T和折弯角度θ两个因素由产品结构决定,在一定的产品结构中可以视为常数。因此在钣金工程设计中,是以K因子和折弯内圆角R为钣金展开计算的主要依据的。

钣金加工件展开图是依据零件图(3D)展开的平面图(2D),
1.展开方式要合,要便利节省材料及加工性
2.合理选择间隙及包边方式,T=2.0以下问隙0.2,T=2-3问隙0.5,包边方式采用长边包短边(门板类)
3.合理考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。
4.毛刺方向
5.抽牙、压铆、撕裂、冲凸点(包),等位置方向,画出剖视图
6.核对材质,板厚,以板厚公差
7.角度,折弯角内半径(一般R=0.5)要试折而定展开
8.有易出错(相似不对称)的地方应重点提示
9.尺寸较多的地方要加放大图
10. 需喷涂保护地方须表示

钣金折弯工序在整个生产过程中属于瓶颈,其本身加工速度相对较慢,所以选择正确的折弯设备及折弯方式直接影响整个生产效率。
http://www.szhmr88.com